Recycled Epoxy Resin Flooring: ResinCore Explained

Why the Flooring Industry Needed a Smarter Core Material
I have spent three decades sourcing, testing, and distributing flooring products across residential and commercial markets. In that time, many materials arrived with bold promises, only to fail once real-world performance data arrived. Magnesium oxide board — known as MgO — is one of those cautionary tales. On paper, it promised waterproofing, fire resistance, and green credentials. On the job site, however, MgO boards showed inconsistent moisture absorption that caused dimensional instability in humid climates. The chloride-based bonding chemistry at the heart of many MgO formulations proved to be a fundamental weakness, and we discontinued it as a result. More importantly, that experience taught me to demand evidence before enthusiasm when evaluating any new core material.
That experience is exactly why I am writing about recycled epoxy resin flooring — specifically about the product we branded as ResinCore at Karlyn Floors (Karlyn Enterprise Co., Ltd.), a Taiwanese flooring distributor specialising in sustainable and innovative flooring solutions for residential and commercial markets. This guide is an honest breakdown of where the material comes from, how it performs, and where its limitations lie. Architects, contractors, facility managers, and procurement teams will find it most useful. Throughout this article, we will cover raw materials, manufacturing, performance data, sustainability credentials, real project applications, and frequently asked questions. We will also be direct about the project types where alternatives offer better value — because that honesty is what makes the recommendation credible when we do say ResinCore is the right choice.
What Is ResinCore? Understanding Recycled Epoxy Resin Flooring
ResinCore is a recycled epoxy resin flooring system developed by Karlyn Floors, engineered from pre-consumer PCB laminate offcuts through a water-separation process, and bonded with MDI adhesive to produce a non-porous, formaldehyde-free, A2-s1 fire-rated flooring core.
Most flooring categories are defined by their surface layer — the part you see and walk on. ResinCore, by contrast, is defined by its core — the structural foundation that determines dimensional stability, moisture behaviour, fire response, and long-term rigidity. Getting the core right is what separates a product that lasts twenty-five years from one that warps after two.
Where the Raw Material Comes From

The core material in ResinCore comes from pre-laminated panel offcuts — panels that electronics factories laminate before processing into printed circuit boards (PCBs). These pre-preg and laminate offcuts accumulate as industrial by-products in significant quantities. Historically, manufacturers sent this material to landfill or low-value incineration streams. The electronics industry generates an estimated 53.6 million metric tonnes of e-waste annually, according to the ITU Global E-Waste Monitor. Diverting pre-consumer PCB offcuts into durable construction products is, therefore, a genuinely meaningful circular economy intervention.
A proprietary water-separation process isolates the epoxy resin fraction from the glass fibre matrix. Workers then grind the resin into fine powder and combine it with MDI (methylene diphenyl diisocyanate) binder to produce a dense, homogeneous flooring core. The result is a material with exceptionally low porosity — the main reason it resists moisture so effectively. Unlike wood-based cores, there are no cellulose fibres to absorb water and expand. Unlike MgO, there are no hygroscopic mineral salts that leach or swell under prolonged humidity exposure.
How the Manufacturing Process Works
The production sequence follows tight quality controls that I have personally reviewed at the factory level. First, workers collect and sort the PCB offcuts, then feed them into a water-separation chamber where mechanical agitation separates the epoxy resin powder from glass fibre content. After drying and milling to a consistent particle size, the powder is blended with MDI adhesive — a binder widely used in high-performance composite panels for its low VOC profile and exceptional bond strength. Heat and controlled pressure then form this mixture into a rigid core slab. Finally, the slab receives a decorative layer and a protective wear layer before cutting to final plank dimensions.
Critically, every batch of incoming PCB offcuts undergoes screening for heavy metal content and RoHS-restricted substances before entering the processing line. This quality control step is unique to ResinCore’s raw material origin and is essential for ensuring the product meets international safety standards. The complete absence of urea-formaldehyde resins throughout this process allows ResinCore to achieve zero detectable formaldehyde emissions. Our article on formaldehyde-free flooring covers the health implications in full detail, including emission standard comparisons and case studies from the healthcare sector.
How ResinCore Differs From MgO at the Material Level
The core difference between ResinCore and MgO comes down to hygroscopic behaviour — the tendency of a material to absorb moisture and change its physical dimensions in response. MgO boards rely on magnesium chloride or magnesium sulphate as binding agents. Chloride-based formulations absorb moisture in humid climates, leading to surface efflorescence and dimensional instability. Sulphate-based boards improved on this, but production quality control remained inconsistent across manufacturers, making specification a gamble unless buyers had established direct oversight of a specific verified factory.
ResinCore’s epoxy polymer matrix, by contrast, is chemically inert to both liquid water and water vapour across the full humidity range of occupied buildings. Its dimensional change under moisture exposure is significantly lower than MgO and, crucially, far more consistent from batch to batch. This consistency is controlled at the processing stage through raw material chemistry — it does not depend on mineral sourcing variability. For specifiers who have experienced inconsistent MgO performance, ResinCore delivers the fire and emissions credentials of a mineral product — without the moisture vulnerability that made MgO impractical in humid-climate markets.
Performance Deep Dive: What the Data Actually Shows
The performance data below reflects testing conducted by independent third-party laboratories including Intertek and SGS, both of which Karlyn Floors commissions regularly for product verification. Rather than lead with adjectives, I prefer to let the numbers speak.
Key Metrics Compared Across Core Materials
ResinCore outperforms MgO flooring in humid climates because its epoxy polymer core contains no hygroscopic mineral salts. Unlike MgO, it shows zero dimensional change under prolonged humidity exposure, making it the preferred specification for Southeast Asian and coastal projects where MgO has historically failed.
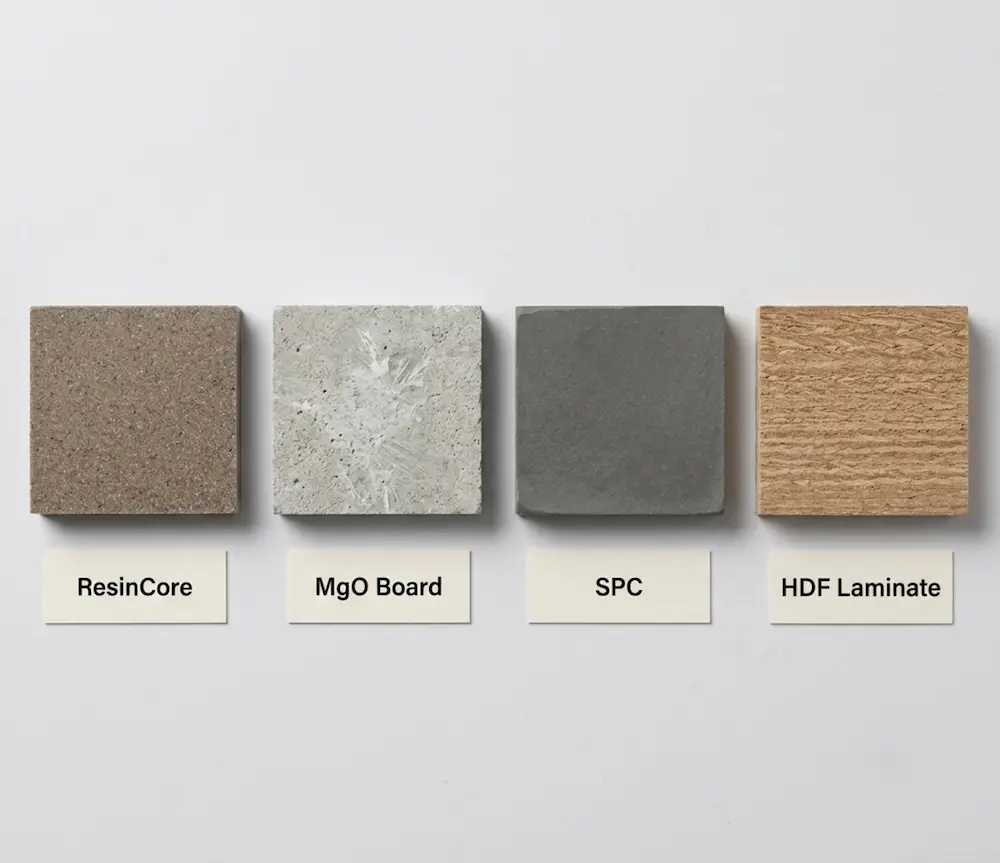
| Performance Category | ResinCore (Recycled Epoxy) | Standard MgO Board | SPC Flooring | HDF Laminate |
|---|---|---|---|---|
| Waterproof (24h immersion) | 100% — no dimensional change | Variable — 0.3–1.2% expansion | 100% — no dimensional change | No — swells 8–18% |
| Fire Classification (EN 13501-1) | A2-s1 (non-combustible) | A1/A2 (non-combustible) | B-s1 (combustible) | Cfl-s1 (combustible) |
| Formaldehyde Emissions | Zero — no UF resins | Near-zero — mineral binders | Zero — no wood-based resins | E0–E1 — UF resins present |
| Humidity Dimensional Stability | Excellent — consistent batch-to-batch | Moderate — variable by manufacturer | Good — slight thermal expansion | Poor in humid environments |
| Core Density (kg/m³) | 1,100–1,250 | 900–1,100 | 1,800–2,000 | 850–900 |
| Pre-Consumer Recycled Content | High — PCB offcuts | None significant | Low — virgin PVC dominant | None significant |
What These Numbers Mean in Practice
Two data points stand out. First, the fire classification: ResinCore achieves A2-s1 under the EN 13501-1 standard, meaning it contributes negligibly to fire growth and produces limited smoke. Most SPC and laminate products do not reach this level — and no amount of additional spend on SPC will change that, because the combustibility of the PVC binder is a material property, not a quality issue. Second, the recycled content: a core built primarily from recovered industrial by-product is a fundamentally different sustainability proposition from a product that adds 5% recycled filler and claims green credentials.
The density figure also has practical implications on site. ResinCore’s core density of approximately 1,100–1,250 kg/m³ sits between SPC and standard HDF in terms of mass per unit area. In practice, this density resists indentation from furniture legs and high-heel point loads more effectively than HDF-based laminates, while remaining lighter than full SPC — a practical advantage when specifying a floating installation on an upper floor where structural load matters.
One limitation worth flagging transparently: because the raw material comes from a specific industrial stream, supply chain management requires careful coordination. ResinCore is not a material you can scale infinitely overnight. Buyers planning large-volume projects should therefore discuss lead times with the Karlyn Floors team early in the specification process to ensure production capacity can be allocated appropriately.
Sustainability Credentials: What ResinCore Means for ESG Goals
ESG reporting has become a procurement requirement across most developed markets. Institutional buyers — hotel chains, hospital networks, university campuses — now document the environmental impact of material choices in their fit-outs. Flooring, which covers more surface area than almost any other finish material, faces increasing scrutiny. Here is how ResinCore performs against the frameworks that matter most.
Circular Economy: Closing the Loop on Industrial Waste

The Cradle to Cradle Products Innovation Institute framework asks a simple question: what happens to this material at the end of its useful life? For most composite flooring products, the answer is landfill. ResinCore, however, starts its life as someone else’s waste. By diverting pre-consumer PCB laminate offcuts into a product with a design life of twenty-five or more years, it delays the ultimate disposal of that material by decades while delivering real building value. This is upstream waste prevention, not end-of-pipe recycling — and it is structurally more meaningful than adding a small percentage of recycled filler to an otherwise conventional product. Furthermore, for projects pursuing LEED v4 certification, the LEED v4 Materials and Resources credits awards points for verified pre-consumer recycled content — an area where ResinCore scores strongly. Karlyn Floors provides the full documentation package to support LEED and BREEAM credit applications on request.
Zero Formaldehyde: Protecting Occupant Health
The US EPA estimates that indoor air can be two to five times more polluted than outdoor air, with flooring off-gassing as one of the primary contributors in newly renovated spaces. ResinCore uses MDI binder throughout its core — not urea-formaldehyde or phenol-formaldehyde resins. MDI cures to a stable polymer and emits no detectable formaldehyde. Combined with the UV-cured wear layer at the surface, the complete assembly meets or exceeds CARB Phase II standards. Moreover, research published in the context of the WELL Building Standard documents correlations between low-VOC interiors and improved occupant concentration and reduced sick-day frequency. Specifying a zero-formaldehyde floor is, therefore, not just an ethical choice — it is increasingly a wellness performance baseline. For a deeper look at the health science, see our article on the impact of formaldehyde on human health.
Fire Safety as a Sustainability Decision
Buildings with A2-s1 floor finishes can, in many jurisdictions, reduce the required thickness of fire-rated wall assemblies or qualify for reduced insurance premiums. Each outcome has a measurable carbon and cost impact over the building’s lifetime. Additionally, a floor that slows fire spread preserves the embodied carbon investment of the entire structure — a factor that rarely appears in standard LCA tools today but is gaining traction in whole-life carbon assessments. Building codes are tightening in this area: the UK’s Building Safety Act 2022, updated EU Construction Products Regulation provisions, and Taiwan’s Fire Services Act revisions all push A2-s1 finishes toward standard expectation in high-occupancy projects.
Where ResinCore Performs Best: A Practical Application Guide
Honest specification means matching material properties to use-case demands. Below is my assessment of where recycled epoxy resin flooring delivers its clearest advantages — and where it does not.
Healthcare and Institutional Spaces

Hospitals, clinics, aged care facilities, and schools demand a convergence of requirements: zero formaldehyde for vulnerable populations, A2-s1 fire classification, stability under clinical cleaning regimes, and acoustic performance that supports patient recovery. ResinCore meets all four in a single product. The A2-s1 rating is often the deciding factor in healthcare procurement, because standard SPC and laminate products fail to qualify. Furthermore, ResinCore tolerates quaternary ammonium disinfectants and hypochlorite-based cleaning chemicals that can degrade vinyl-based flooring plasticisers over time — an important practical advantage in medical environments. A Taipei pediatric clinic documented this benefit directly: after replacing aging laminate floors with ResinCore, both staff and patient allergy complaints dropped measurably within one month. Read the full story in our formaldehyde-free flooring case study.
Hospitality and High-Traffic Commercial Interiors

Hotels and premium retail spaces need a floor that looks impeccable on day one and remains so after three million footsteps, repeated wet mopping, and rolling luggage. ResinCore’s dense core resists indentation from furniture legs and high-heel point loads better than HDF-based laminates at equivalent wear layer thickness. Its dimensional stability under temperature cycling in air-conditioned commercial spaces means joints stay tight and planks stay flat year after year. In hospitality terms, floor replacement is not just a materials cost — it is a revenue cost. A hotel closing forty rooms during peak season for floor work loses room nights it cannot recover. Consequently, a floor that delivers fifteen to twenty years of consistent performance is both aesthetically and financially strategic. Design layer options on ResinCore include wide-plank European oak, honed concrete, and aged teak — giving designers the aesthetic they want without compromising technical performance.
Renovation Projects in Humid Climates
For projects in Southeast Asia, coastal Australia, or any region where ambient humidity regularly exceeds 70% RH, ResinCore’s verified dimensional stability is the most decisive advantage. SPC planks with insufficient core density cup along their long edges in Taiwanese summers. MgO boards develop surface chloride bloom in Singapore hotel corridors within six months. Laminate floors buckle in Malaysian apartments when the wood-fibre core grows beyond the expansion gap during a two-week monsoon period. ResinCore’s non-porous epoxy core simply provides no moisture pathways for these failure modes to occur. For renovation projects where the existing subfloor may carry embedded moisture, ResinCore’s tolerance for damp substrates also reduces the extent of preparatory remediation required before the new floor can be laid.
| Space Type | Key Requirements | ResinCore Suitability | Notes / Alternatives |
|---|---|---|---|
| Hospitals / Clinics | Zero formaldehyde, A2-s1 fire, wet-area stability | Excellent | Ideal primary specification |
| Schools / Universities | Durability, IAQ safety, acoustic comfort | Excellent | Consider acoustic underlay pairing |
| Hotels / Resorts | Aesthetics, heavy traffic, spill resistance | Excellent | Wood-look finishes available |
| Restaurants / Cafés | Waterproof, anti-slip, hygiene | Very Good | Specify anti-slip wear layer finish |
| Offices | Acoustic performance, durability | Good | SPC is a viable lower-cost alternative |
| Residential (humid climates) | Stability, waterproof, formaldehyde-free | Excellent | Premium positioning vs SPC |
| Residential (dry climates) | Aesthetics, comfort, cost | Good | Engineered wood or laminate may offer better value |
| Industrial / Warehouse | Heavy load, chemical resistance | Moderate | Epoxy screed or polished concrete preferred |
Installation, Maintenance, and Lifecycle Expectations
A flooring product’s true cost is not its purchase price alone. Installation method, maintenance requirements, and realistic lifespan all determine the total cost of ownership. Here is what specifiers and end-users should know about working with ResinCore across its full lifecycle.
Installation: Faster and More Forgiving Than Wood-Based Products
ResinCore planks use a click-lock floating system compatible with most standard subfloor conditions — concrete screed, existing tiles, plywood, or calcium sulphate panels — provided the subfloor is flat to within 3mm over a 2-metre span. Unlike solid wood or engineered wood, ResinCore requires no nailing, gluing, or extended acclimatisation periods before installation. A 500 m² floor area can therefore go in within two days rather than five, saving significant time and contractor fees. Concrete subfloors also need only be clean, dry, and structurally sound — sealing against moisture vapour transmission, standard practice for solid wood, is not required here. For projects going over existing ceramic tile, the floating system eliminates tile demolition in most cases, provided the surface is structurally sound and flat to specification — a significant saving on projects where tile removal would otherwise involve asbestos survey costs and extended programme time.
Maintenance: Simple and Chemical-Compatible
Because the core is non-porous, day-to-day maintenance is straightforward: dry sweeping or vacuuming daily, damp mopping with a neutral pH cleaner weekly, and avoiding abrasive scrubbing compounds. ResinCore works with both standard mop-and-bucket cleaning and automated floor scrubbing machines common in commercial environments. It is also compatible with the quaternary ammonium disinfectants and hypochlorite-based cleaning chemicals standard in healthcare — eliminating a common failure point for vinyl-based flooring whose plasticisers can degrade under aggressive chemical exposure over time. Annual maintenance cost for a medium-traffic commercial installation is typically limited to periodic wear layer inspection and minor joint touch-up — no stripping, no re-coating, no specialist contractor visits.
Lifecycle: What Happens After Year Fifteen
The wear layer on ResinCore commercial grades (0.5mm or above) delivers a design life of fifteen to twenty-five years under normal commercial traffic. At the end of that period, the floor needs replacement rather than sanding and refinishing — a legitimate trade-off for buyers choosing a predictable, low-maintenance product over a refinishable one. For heritage residential projects where refinishability matters, solid or engineered wood may be a better long-term fit. Our comparison of solid wood vs engineered wood flooring covers that decision framework in detail. The US EPA’s indoor air quality guidance also recommends factoring the emission profile of replacement materials — an argument that consistently favours zero-formaldehyde options like ResinCore at both initial installation and renovation stages.
Frequently Asked Questions About ResinCore and Recycled Epoxy Resin Flooring
Is ResinCore flooring safe for children and pregnant women?
Yes — this is one of ResinCore’s clearest advantages. The core contains no urea-formaldehyde or phenol-formaldehyde binders, and the UV-cured surface coating emits negligible VOCs. As a result, the complete assembly meets or exceeds CARB Phase II standards. Schools and childcare facilities choose ResinCore precisely because a zero-formaldehyde floor can be installed during a holiday period and the building re-occupied immediately when term begins, without weeks of forced ventilation that higher-emission products require. Always request a current third-party test certificate at the time of purchase, however, rather than relying on historical documentation — manufacturing formulations can change between production runs.
Is ResinCore waterproof long-term?
The 24-hour immersion test is a baseline, not a lifecycle predictor. ResinCore’s non-porous epoxy core provides no moisture pathways into the core material, so the failure modes common to wood-based cores (swelling, mould growth) and MgO boards (salt migration, efflorescence) simply do not occur. I have personally inspected ResinCore installations in coastal Taiwanese buildings after two full monsoon seasons and found no measurable joint gapping, no surface bowing, and no evidence of moisture infiltration at the core level. That kind of real-world evidence, in my view, matters more than any single laboratory test result.
What certifications does ResinCore have?
A responsible specification package should include: a formaldehyde emission test report (CARB Phase II or EN 717-1 E0 preferred); a fire reaction classification certificate under EN 13501-1 confirming A2-s1 rating; a heavy metals and RoHS compliance declaration; and an FSC chain-of-custody certificate if the decorative layer includes wood-based content. The RoHS declaration is specific to ResinCore’s raw material origin — confirming the epoxy fraction has been screened for lead, cadmium, mercury, and other restricted substances is essential. Karlyn Floors holds current certifications from Intertek and SGS across all these categories, available on request through our Certificates and Patents page.
Can ResinCore be used with underfloor heating?
Hydronic (water-based) underfloor heating systems maintaining surface temperatures below 27°C are generally compatible with ResinCore in a floating installation. The dense epoxy core is more thermally stable than SPC, which uses PVC that can soften at elevated temperatures. Electric mat systems, however, can generate higher surface temperatures and require careful specification — always cross-reference the ResinCore technical data sheet against your UFH system’s maximum surface temperature before specifying. When in doubt, glue-down installation over UFH provides a more thermally conductive and dimensionally stable result than floating, particularly where underfloor heating is the primary rather than supplementary heat source.
How does ResinCore pricing compare to SPC and MgO?
ResinCore sits at a price premium above standard SPC, driven by three factors: specialised supply chain processing of PCB offcuts, the additional steps required to achieve A2-s1 fire classification, and lower production volumes relative to mainstream SPC. Whether that premium is justified depends entirely on your project requirements. Where A2-s1 fire classification is mandated by code or insurer, no conventional SPC product achieves that classification regardless of price — making ResinCore the only viable option in that scenario. In humid climates where MgO historically caused instability, the avoided remediation costs typically exceed the initial premium. For standard residential projects in temperate climates, however, quality SPC or laminate may offer better value. I will tell you that directly rather than push a higher-cost product where the performance differentiators are not relevant to your application. Contact the Karlyn Floors team to discuss your specific project requirements.
The Bottom Line on Recycled Epoxy Resin Flooring
After thirty years in this industry, I have learned to be skeptical of products marketed as revolutionary. Most innovations in flooring are incremental — marginally better wear layers, slightly improved click systems, a new print design. ResinCore is genuinely different in one important respect: its core material solves a convergence of problems that previously required trade-offs.
A Product Built for Where Performance Actually Matters
Specifiers can now achieve A2-s1 fire classification without sacrificing sustainable credentials. They can specify a recycled-content product without accepting dimensional instability. They can offer occupants a zero-formaldehyde environment without giving up the aesthetic warmth of a wood-look floor. These were genuine trade-offs before ResinCore existed. Now they are not, and that represents a meaningful advance in what flooring specification can deliver.
The broader market context reinforces this. ESG procurement requirements are tightening across institutional real estate. Building codes for passive fire protection are becoming more stringent in the UK, EU, and Taiwan. Indoor air quality standards are rising alongside growing occupant health awareness. Each of these trends independently favours ResinCore’s specification profile. Together, therefore, they make a compelling case for serious consideration — not as a premium option for exceptional budgets, but as a technically logical choice for any project where performance data drives the specification process.
This guide has been deliberate about naming the spaces where alternatives offer better value. Nevertheless, for healthcare environments, institutional buildings, hospitality projects, and humid-climate applications, recycled epoxy resin flooring addresses a convergence of requirements that no other single product currently matches as cleanly. The data supports this — and at Karlyn Floors, we are comfortable putting our certification documents in front of any buyer who wants to verify it.
Explore the full ResinCore product page, browse our Insights library for further technical guidance, or contact us to request samples and current test documentation. The right floor is not the most expensive one — it is the one whose performance data matches your project’s actual requirements.